About GS Systems
Facility
Leading edge technology in dispensing systems for plural component materials.
- On hand technicians for troubleshooting and your customer service needs
- Complete fabrication shop for custom built systems
- State of the art machine shop and inspection equipment to ensure a quality product
- Complete assembly / testing area with extensive inventory ready for shipping
Choppers, Gelcoaters, RTM, RTM-Lite, Structural Adhesives, Granite Spray, Pak-N-Foam, Epoxies, Urethanes, Putties, Silicones & Polyesters.

What GS Machines Can Do For You?
 Spray Gelcoat
Spray Gelcoat
Machine sprayed up gelcoat gives you a much better quality gelcoat finishing and increases your productivity. Use GS Soft Spray Pattern Gelcoating machines for better quality, ease of use and lesser emissions.
 Spray Chopped Glass
Spray Chopped Glass
Machine sprayed chopped glass and resin increases your productivity many times over traditional handlay-up method. It also increases product consistency. Use GS machines for better quality and lesser emissions.
 Spray Catalyzed Resin (Wet Out)
Spray Catalyzed Resin (Wet Out)
To increase your speed of glass mat wet-out process, use GS machine to spray accurately metered catalyzed resin. Increased productivity and consistent resin to MEKP. No emissions.
 Resin Transfer Molding (RTM)
Resin Transfer Molding (RTM)
To make parts with good overall surface finish quality and consistently accurate dimensions, use the closed mold RTM process.
 Resin Roller Dispenser
Resin Roller Dispenser
Use roller dispensing machine to wet out large surfaces with consistent resin to MEKP ratio. Increased productivity and product consistency.
 Resin Dispensing System
Resin Dispensing System
To dispense accurately metered resin and MEKP for your hand-lay up process, use GS Quickshot Resin Dispensing Unit. Ratio is adjustable. Machine is very low cost. Your ultimate shop floor management tool. No more scoops, no more leftovers! Just turn on the tap and let it flow.
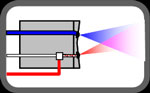
External Mix
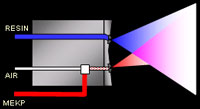 Resin and MEKP are metered and sprayed through individual orifices. The two fan spray patterns are angled to intercept each other and achieve a good mix. A certain amount of atomization is required to achieve a thorough mix. Emissions are known to be higher than internal mix systems but external mix systems has is advantages in that no solvent flushing is required as there is no internal mixing chamber. The system also operates at an overall lower fluid pressure. External mix systems are still being widely used for spraying gelcoat as gelcoating may still require a certain amount of atomization in order to obtain a good surface finish unlike spraying of resin which is primarily used for wetting out a glass mat.
Resin and MEKP are metered and sprayed through individual orifices. The two fan spray patterns are angled to intercept each other and achieve a good mix. A certain amount of atomization is required to achieve a thorough mix. Emissions are known to be higher than internal mix systems but external mix systems has is advantages in that no solvent flushing is required as there is no internal mixing chamber. The system also operates at an overall lower fluid pressure. External mix systems are still being widely used for spraying gelcoat as gelcoating may still require a certain amount of atomization in order to obtain a good surface finish unlike spraying of resin which is primarily used for wetting out a glass mat.
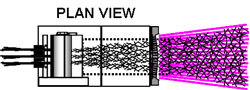
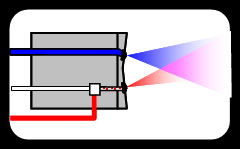
Internal Mix
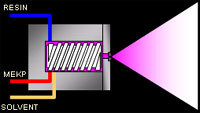 Resin and MEKP are metered and dispensed into an internal mixing chamber in the spray gun. They are mixed in the chamber containing a static mixer and sprayed out through a nozzle. Due to its closed chamber design, internally mixed systems operates at an overall higher fluid pressure than an externally mixed system. Internal mixed spray systems are known to achieve lower emissions as atomization is much lower. Afterall, it does not require atomization to achieve a mix as in externally mixed systems. It is highly recommended for spraying catalyzed resin to wet out glass mat as well as spraying with chopped glass.
Resin and MEKP are metered and dispensed into an internal mixing chamber in the spray gun. They are mixed in the chamber containing a static mixer and sprayed out through a nozzle. Due to its closed chamber design, internally mixed systems operates at an overall higher fluid pressure than an externally mixed system. Internal mixed spray systems are known to achieve lower emissions as atomization is much lower. Afterall, it does not require atomization to achieve a mix as in externally mixed systems. It is highly recommended for spraying catalyzed resin to wet out glass mat as well as spraying with chopped glass.
Open Mold
 Open mold process is the most common process in hand lay up or spray chopped glass using a spray machine. A mold release is first applied, followed by a layer of sprayed or brushed gelcoat. After the gelcoat is dry, a layer of glass veil is laid and wetted with catalyzed resin. More layers of glass mats are added and wetted until the required thickness is achieved. For a much faster and more productive method, chopped glass and catalyzed resin are sprayed directly on the mold. The mold can be made of either tooling grade FRP, epoxy or even metal. The tooling is easy to make. Only the side taken form the mold has a good finish. The other side is usually not important. In open mold process, overall dimensions are not as good as closed mold process but the tooling is less expensive, easier to make and the process is relatively much faster.
Open mold process is the most common process in hand lay up or spray chopped glass using a spray machine. A mold release is first applied, followed by a layer of sprayed or brushed gelcoat. After the gelcoat is dry, a layer of glass veil is laid and wetted with catalyzed resin. More layers of glass mats are added and wetted until the required thickness is achieved. For a much faster and more productive method, chopped glass and catalyzed resin are sprayed directly on the mold. The mold can be made of either tooling grade FRP, epoxy or even metal. The tooling is easy to make. Only the side taken form the mold has a good finish. The other side is usually not important. In open mold process, overall dimensions are not as good as closed mold process but the tooling is less expensive, easier to make and the process is relatively much faster.
Closed Mold (RTM)
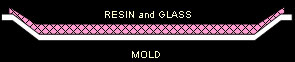
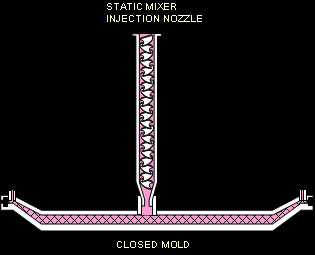 Where overall dimensions with good surface finish on both sides are important, a closed mold process is required. This process usually requires catalyzed resin to be injected into a closed mold. Prior to injection, mold release, gelcoat and a suitable glass mat are applied inside the mold. This process is called RTM – Resin Transfer Molding. To achieve better resin flow and parts with lesser air bubbles, a vacuum is sometimes applied. Resin is also often heated to lower its viscosity for better flow. Proper air venting is particularly important. Heat is also often used to preheat the mold. Heat source can be either heated water through copper tubings or directly inserting electrical heating rods into the molds. Dimensional stability or shrinkage of the part can be minimized through proper mold designs, better heat controls and the right type of raw material used. Obviously, a well made closed mold would cost more than an open mold. And a well made mold is one which has mold designs, heat and raw materials in mind. It is important to note that in closed mold process, other than a good tooling, a low viscosity resin coupled with a suitable type of glass are paramount in getting a good end product.
Where overall dimensions with good surface finish on both sides are important, a closed mold process is required. This process usually requires catalyzed resin to be injected into a closed mold. Prior to injection, mold release, gelcoat and a suitable glass mat are applied inside the mold. This process is called RTM – Resin Transfer Molding. To achieve better resin flow and parts with lesser air bubbles, a vacuum is sometimes applied. Resin is also often heated to lower its viscosity for better flow. Proper air venting is particularly important. Heat is also often used to preheat the mold. Heat source can be either heated water through copper tubings or directly inserting electrical heating rods into the molds. Dimensional stability or shrinkage of the part can be minimized through proper mold designs, better heat controls and the right type of raw material used. Obviously, a well made closed mold would cost more than an open mold. And a well made mold is one which has mold designs, heat and raw materials in mind. It is important to note that in closed mold process, other than a good tooling, a low viscosity resin coupled with a suitable type of glass are paramount in getting a good end product.
Hand Lay Up vs Machine Spray Up
HAND LAY UP - DISADVANTAGES:
- Part quality cannot be consistent and they are measured, weighed and mixed manually.
- Low efficiency. Hand lay up is comparatively much slower.
- Much material is wasted in leftovers in the mixing pails and spillage.
- Unable to achieve top quality gelcoat finish with brush on or pressure pot spray.
- Labour intensive.
MACHINE SPRAY UP - ADVANTAGES:
- Quality of part is consistent. Material ratio is metered by machine.
- Higher efficiency. Machine spray is very fast.
- Less material wastage. Mixing in the gun.
- Top quality gelcoat finish can only be achieved with machine.
- Less labour required.
GS Chop Spray Gun
 GS internally mixed spray gun can adapt several types of spray tips to spray catalyzed resin with chopped glass viz. conventional eyelet tip, Superflow tip and the Dual Orifice Diffuser tip.
GS internally mixed spray gun can adapt several types of spray tips to spray catalyzed resin with chopped glass viz. conventional eyelet tip, Superflow tip and the Dual Orifice Diffuser tip.
 Conventional eyelet type spray tips require higher pressures to achieve a fan pattern, corresponding to higher emissions. GS's developed Superflow tip and Diffuser tip achieves a fan pattern at much lower pressures and hence significantly lower emmissions. The Superflow tip sprays catalyzed resin in numerous individual fine streams, very little or no atomization. The Diffuser tip is a specially designed tip to force fluid to fan out at lower pressures and due to its larger orifices, it can be used to spray filled resins.
Conventional eyelet type spray tips require higher pressures to achieve a fan pattern, corresponding to higher emissions. GS's developed Superflow tip and Diffuser tip achieves a fan pattern at much lower pressures and hence significantly lower emmissions. The Superflow tip sprays catalyzed resin in numerous individual fine streams, very little or no atomization. The Diffuser tip is a specially designed tip to force fluid to fan out at lower pressures and due to its larger orifices, it can be used to spray filled resins.
GS uses proprietary designed air motor for its chopper unit. It is lightweight and highly efficient. The output of chopped glass can be varied by adjusting the amount of air going into the air motor. The length of the chopped glass can also be varied by adjusting the spacing between each blade. GS’s specially designed chute also disperses chopped glass very well. Its angle of dispersion can be adjusted through a swivel mount. The gun is specially designed with the operator in mind. It is lightweight to reduce fatigue coupled with logical and easy controls.
GS Special Features
 Only GS gelcoat spray gun have a special soft spray pattern, reducing bounce back and emissions.
Only GS gelcoat spray gun have a special soft spray pattern, reducing bounce back and emissions.
 Only GS has high output Diffuser Tip for lower VOC emission and for spraying filled resin.
Only GS has high output Diffuser Tip for lower VOC emission and for spraying filled resin.
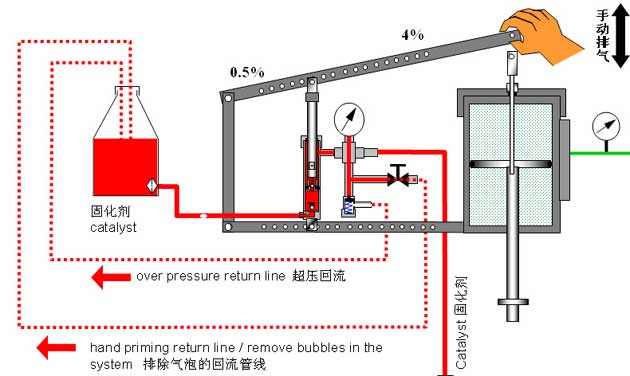
 Logical and easy to use catalyst flow system.
Logical and easy to use catalyst flow system.
 Only GS precision high grade stainless steel catalyst pump have a special self-centering system and is made shorter and broader for greater rigidity.
Only GS precision high grade stainless steel catalyst pump have a special self-centering system and is made shorter and broader for greater rigidity.
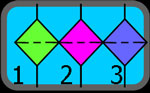 Only GS machines offer 3 stage filtration system.
Only GS machines offer 3 stage filtration system.
Gelcoat Soft Spray Pattern
Only GS gelcoat spray gun have a special soft spray pattern, reducing bounce back and emissions.

MEKP Flow System
Logical and easy to use MEKP flow system. Only GS precision high grade stainless steel MEKP pump have a special self-centering system and is made shorter and broader for greater rigidity.
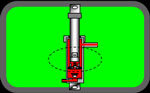
MEKP Self-Centering Design
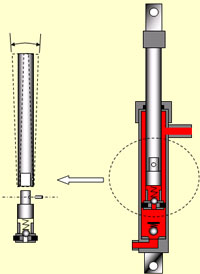 Self-centering design
Self-centering design
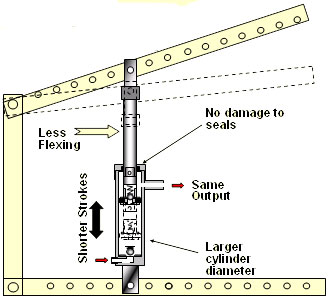 GS MEKP Pump: Shorter strokes, Fatter piston rod. No flexing, no breakage, Easy on the seals, Easy to hand prime.
GS MEKP Pump: Shorter strokes, Fatter piston rod. No flexing, no breakage, Easy on the seals, Easy to hand prime.
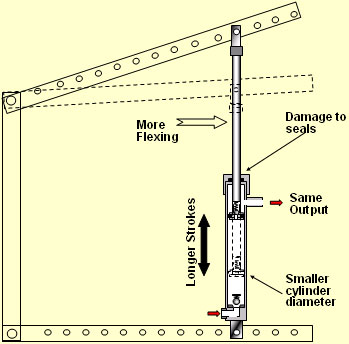 Other Makes: Longer strokes, Long and slender piston rod. Flexing, breakage, Premature wear on seals, Stiff and difficult to hand prime.
Other Makes: Longer strokes, Long and slender piston rod. Flexing, breakage, Premature wear on seals, Stiff and difficult to hand prime.